ミスミの超硬ラフィングエンドミル1回再研再コート済み品で高速加工に挑戦してみました。
動画に示すとおり、S50C厚み30mmの材料に対して、22mmX37mmの貫通長穴を切削しました。
切削条件は下記に示すとおりです。
- S5000 (188m/min)
- F1500 (0.3mm/REV)
- Ap30mm
- Ae1.77mm
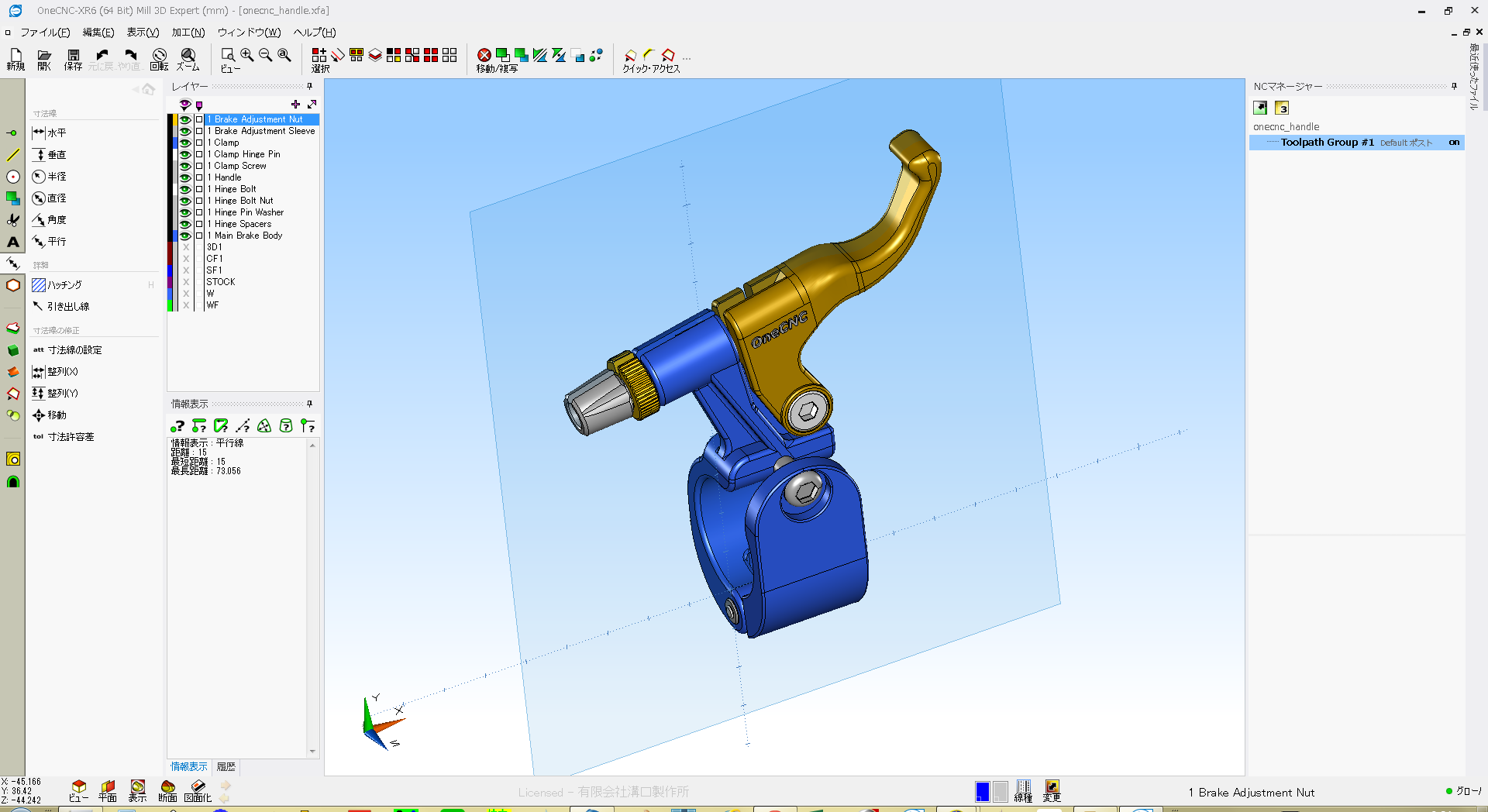
- CAM: ONECNC XR5
まとめ
- 超硬ラフィングエンドミルとONCNCの出すツールパスは相性が良いので1分17秒で粗加工を完了することが出来た。
- 工具寿命に関しては、ワーク30個加工終了後もまだ工具は健在であった。