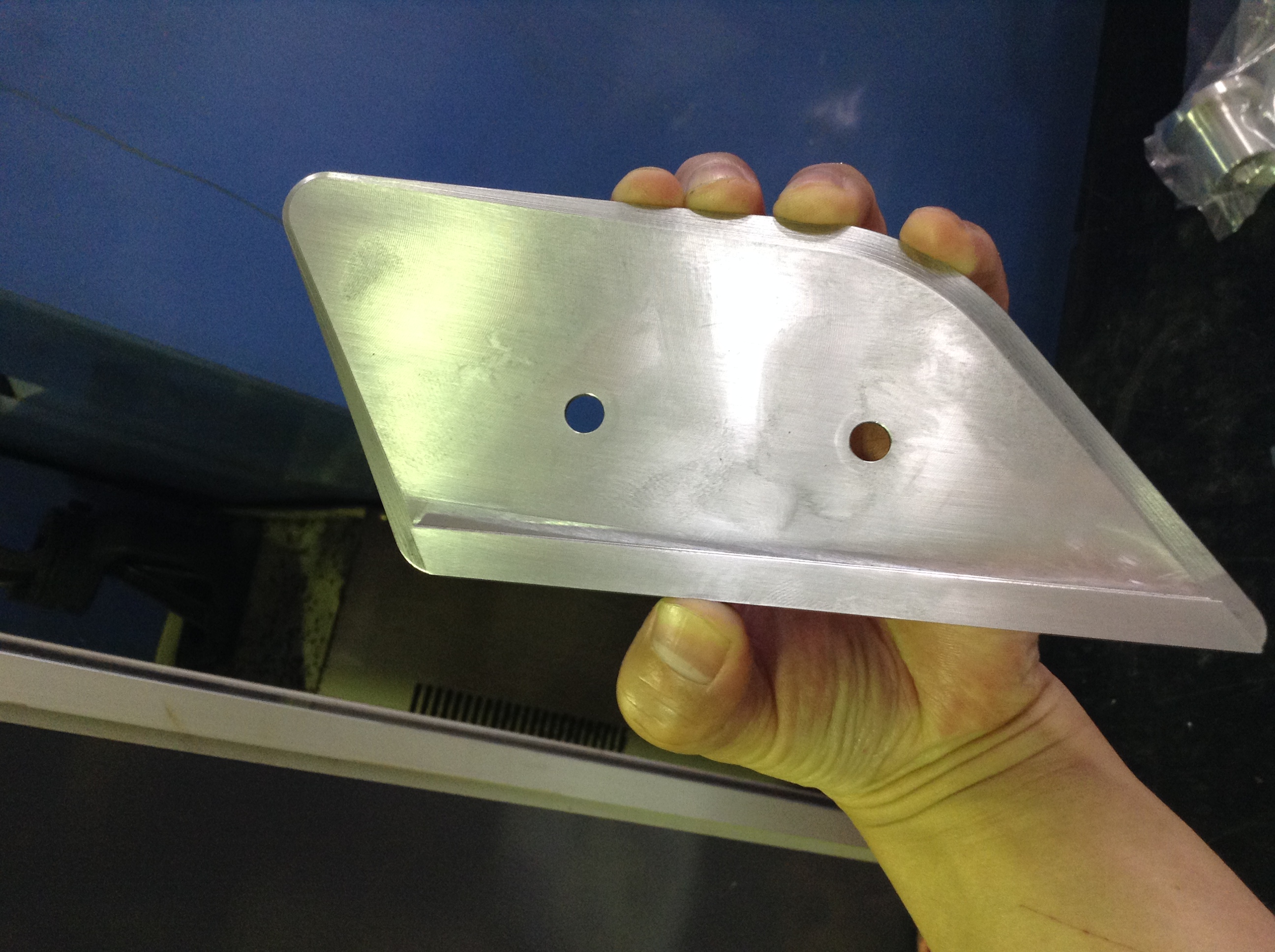
北川パワーバイスの口金にM12のめねじをアリエクで買ったスレッドミリングで加工してみました。
下穴あけ
バイスの口金は、焼き入れ工が使われておりおそらくHRC50以上あると思われるので、
下穴加工はドリル加工は使用せずにエンドミルで加工しました。
ミスミの超硬エンドミルφ6 XAL PEM4 R6を使用し、回転数3500、送り700程度で、1回転当たり0.1mmずつ切り込むランピング加工にて加工しました。
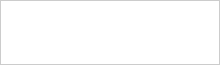
ねじ切り
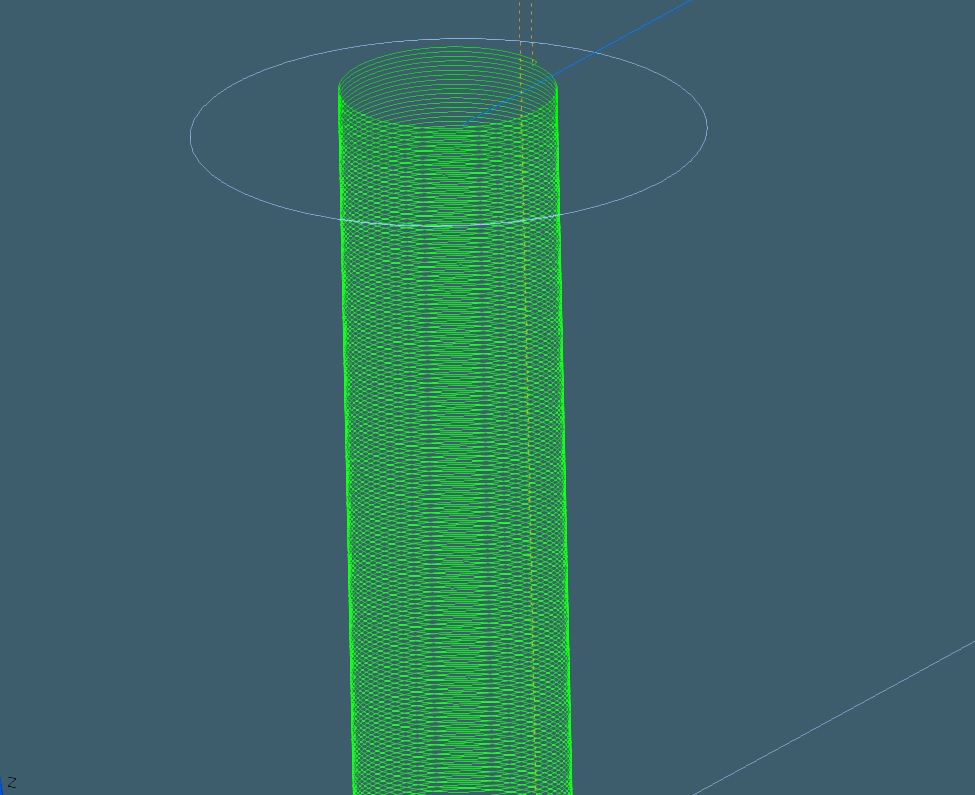
次に、アリエクで購入した3枚刃スレッドミルにてスレッドミル加工を行いました。
φ10の3枚刃で価格は4000円以下、高度HRC65まで行けるとか書いてありますが本当かはわかりません(笑)
加工条件はS2200でF100程度で行いました。


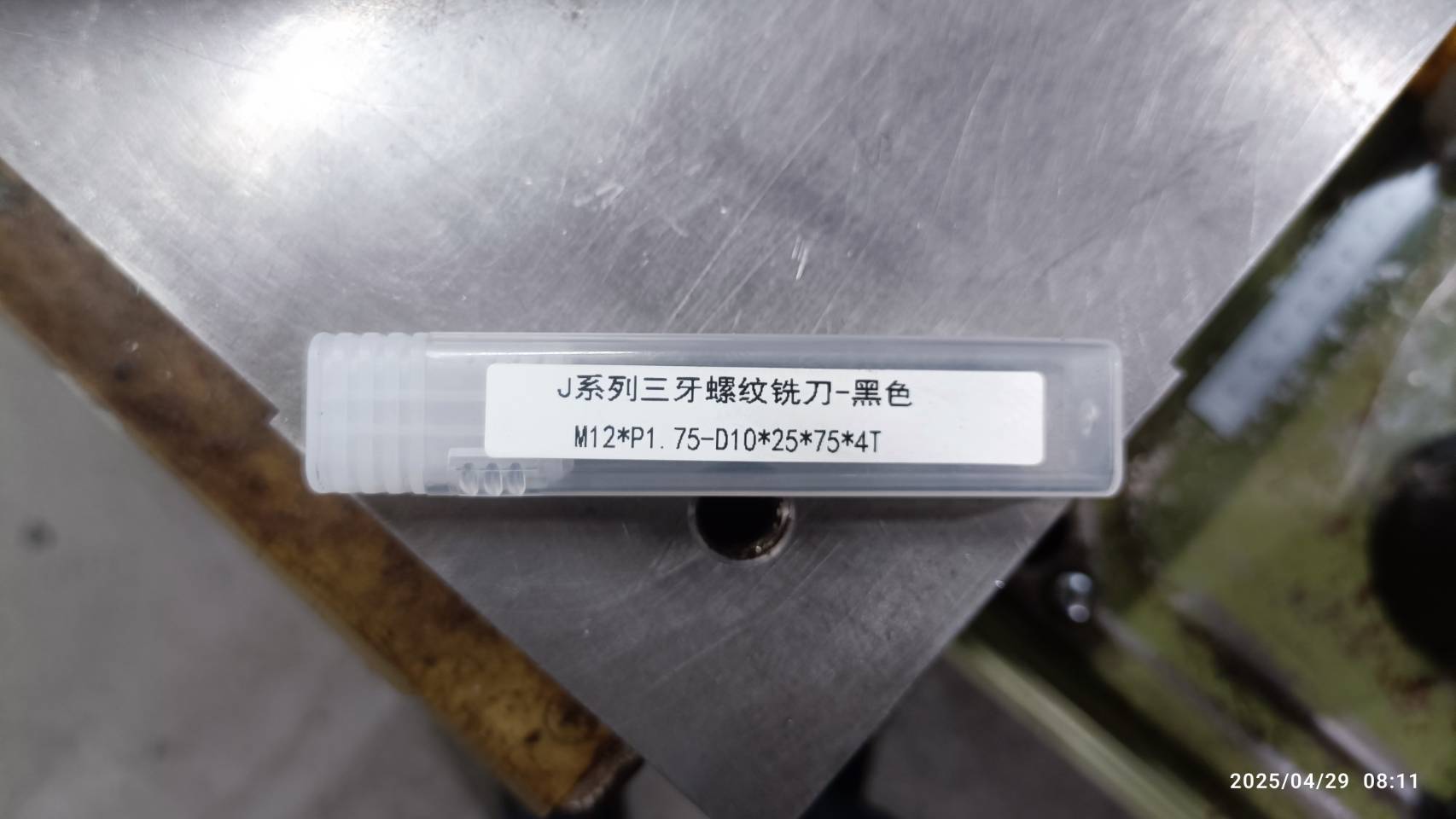
結果

何の問題もなくバイス口金にM12めねじを切ることができました。