工作機械の直動すべり軸受で起きるスティック&スリップ現象をトライボロジーで徹底解説!
工作機械を使っていると、低速送りや停止・起動を繰り返すときに「ガタガタ」「ビビり」「櫛目模様」といった加工面のうねりが発生した経験はありませんか?
これこそがスティック&スリップ(stick-slip)現象です。特に平面すべり案内(直動すべり軸受)を使っている中型〜大型のマシニングセンターや平面研削盤、フライス盤などで頻発します。
この記事では、トライボロジーの基礎であるストライベック曲線とゾンマーフェルト数を軸に、工作機械の実務視点でスティック&スリップのメカニズム・悪影響・現実的な対策を解説します。
1. ストライベック曲線とゾンマーフェルト数をおさらい
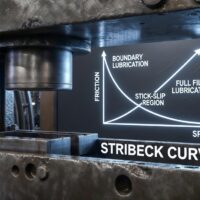
ストライベック曲線(Richard Stribeck, 1902年頃)は、摩擦係数μを縦軸に、横軸に無次元パラメータ(現在は主にゾンマーフェルト数 S または Hersey数 ηN/P)を取った有名な曲線です。

典型的な形状は以下の3領域です:
- 左側:境界潤滑域 → μが高い(0.08〜0.15程度)でほぼ一定
- 中央:混合潤滑域 → μが急激に低下し、最小値付近で底を打つ
- 右側:流体(厚膜)潤滑域 → μが速度にほぼ比例してゆっくり上昇
工作機械の直動すべり軸受は、送り速度が0.01〜数m/minと極めて低速なため、ほぼ常にストライベック曲線の左側〜中央(境界〜混合潤滑域)で運転されています。これがスティック&スリップの最大の土壌です。
2. 工作機械の直動すべり軸受でスティック&スリップが起きる理由
直動案内(テーブルとベッドのすべり面)は回転軸受と比べて以下の特徴があります:
- 相対速度が極端に低い(低速送り時は数十mm/min以下)
- 停止→起動を頻繁に繰り返す(CNCの位置決め、往復運動)
- くさび効果が弱く、動圧発生が不十分
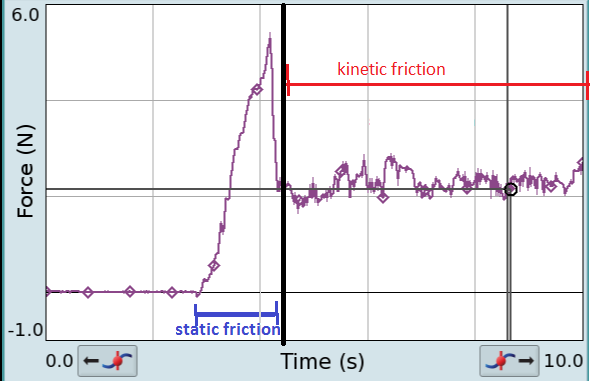
メカニズムの流れ:
- 停止中 → 静摩擦 μ_s が作用(高い)
- 駆動力が徐々に増加
- 静摩擦を超えた瞬間 → 摩擦が μ_k に急落 → テーブルが急加速
- 駆動系の弾性でオーバーシュート → 再び停止(stick)
- これを高速で繰り返す → 数Hz〜数十Hzの低周波振動
3. スティック&スリップが工作機械に与える悪影響
- 仕上げ面粗さの悪化(Raが跳ね上がる)
- 寸法精度・形状精度の劣化
- 象限突起(円弧補間時の盛り上がり)
- CNCサーボの追従誤差増大 → 異音・アラーム
4. 現実の工作機械ですぐにできる対策(効果順)
| 順位 | 対策内容 | 効果 | コスト・難易度 |
|---|---|---|---|
| 1 | スティック・スリップ抑制型ウェイオイル(例:Mobil Vactra, ダフニーマルチウェイ) | ★★★★★ | 中 |
| 2 | 静圧案内(油/空気静圧)への変更 | ★★★★★ | 非常に高い |
| 3 | 転がり案内(LMガイド)への置き換え | ★★★★☆ | 高い |
| 4 | PTFE系すべり材貼り合わせ(Turciteなど) | ★★★★ | 中〜高 |
| 5 | CNC側の摩擦補償・ゲイン調整 | ★★★ | 低〜中 |
まとめ:トライボロジーの古典が現代の加工現場を救う
工作機械の直動すべり軸受におけるスティック&スリップは、
「低速・間欠運転」+「ストライベック曲線の境界・混合域滞在」
という避けがたい条件から生まれます。
しかし、100年以上前にStribeckとSommerfeldが築いた理論的枠組みのおかげで、
「潤滑油を変えるだけで加工面品質が劇的に向上する」という現実的な解決策を持っています。
現場の保全・生産技術の方は、ぜひ一度「スティック・スリップ試験合格」のウェイオイルに切り替えてみてください。
工具寿命が延び、面粗さが安定し、クレームが減る――そんな小さな投資で大きなリターンが得られるはずです。
精密加工の世界は、ミクロン単位の戦い。
トライボロジーの知恵を味方につけて、今日も良い面を出していきましょう!
画像出典: Wikimedia Commons (CC BY-SA / Public Domain)。記事内容は2026年3月時点の一般知識に基づく。